Hon Hai Precision Can Be Fun For Anyones
Wiki Article
All About Lean Production
Table of ContentsHow Hon Hai Precision can Save You Time, Stress, and Money.Getting The Lean Manufacturing To WorkNot known Details About Lean Production 5 Simple Techniques For OemExcitement About Lean ProductionNot known Factual Statements About Manufacturing
The message on this page is an example from our complete White Paper 'Shot Moulding for Buyers' - * Sample message * - for complete guide click the download button over! Introduction This guide is planned for individuals who are aiming to resource plastic mouldings. It offers a much needed understanding right into all that is included with creating plastic components, from the mould device called for to the moulding process itself.If you wish to check out additionally, the overview covers kinds of mould devices, as well as special completing processes such as colours & plating. Words that are highlighted can be found in the reference in the appendix ... Part I: Moulding: The Essentials The Benefits of Shot Moulding Plastic shot moulding is an extremely accurate process that provides a number of advantages over other plastic handling approaches.
Accuracy is perfect for really elaborate components. You can hold this moulding in the palm of your hand and it has managers, ribs, steel inserts, side cores and also openings, made with a sliding shut off feature in the mould device.
The Buzz on Manufacturing Industries
The 9-Minute Rule for Manufacturing Industries
from material feed Product melting; material injection; shot time cooling down ejection to the re-closing of the mould tool ready for prepared next cycleFollowing Draft angles - The wall surfaces of a moulded part should be somewhat tapered in the instructions in which the component is ejected from the mould tool, to enable the component to be expelled easily.Ejector stroke - The pushing out of ejector pins to expel the moulded component from the mould device. Ejector stroke speed, size and also timing needs to be thoroughly regulated to stop damages to the ejectors and mould device, however at the exact same time make the moulding cycle as brief as feasible.
4 Easy Facts About Lean Production Explained
Ribs - When a plastic component has slim walls, ribs are included to the style to make the thin wall surfaces more powerful Side cores - Side action which produces a function on a moulded part, at an opposing angle to the typical opening instructions of the mould device. plastic manufacturing. The side core requires to be able to pull back as the plastic continue reading this component can not be ejected otherwise.
Walls - The sides of a moulded part The text on this page is a sample from our full White Paper 'Shot Moulding for Buyers'.
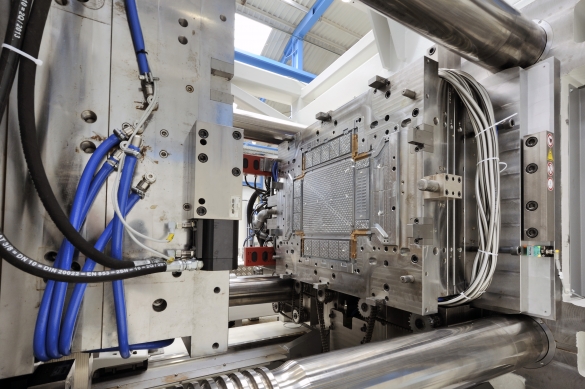
Production process for producing parts by infusing molten material into a mould, or mold Streamlined layout of the procedure Injection moulding (united state spelling: shot molding) is a production process for generating parts by infusing molten material right into a mould, or mold. Shot moulding can be done with a host of materials primarily including steels (for which the process is called die-casting), glasses, elastomers, confections, as well as the majority of frequently thermoplastic and also thermosetting polymers. Shot moulding is commonly used for producing a variety of parts, from the tiniest parts to entire body panels of vehicles. Injection moulding uses a special-purpose machine that has 3 components: the shot device, the mould and also the clamp.
The 7-Second Trick For Mfg
, with the volume used of the previous being considerably higher.: 13 Thermoplastics are prevalent due to attributes that make them highly ideal for injection moulding, such as ease of recycling, adaptability for a vast variety of applications,: 89 and also capacity to soften and also stream on heating.In several tooth cavity moulds, each dental caries can be the same and form the exact same components or can be one-of-a-kind and create numerous various geometries during a solitary see here now cycle.
The screw delivers the raw product ahead, blends as well as homogenises the thermal and also thick distributions of the polymer, as well as minimizes the needed home heating time by mechanically shearing the product as well as including a substantial quantity of frictional home heating to the polymer. The product feeds onward via a check shutoff and also accumulates at the front of the screw right into a quantity referred to as a shot. When enough material has gathered, the product is forced at high pressure as well as velocity into the part creating dental caries. The specific quantity of contraction is a feature of the resin being click to read more used, and can be relatively foreseeable. To avoid spikes in stress, the procedure usually utilizes a transfer setting corresponding to a 9598% complete dental caries where the screw shifts from a constant velocity to a consistent pressure control.
Lean Production for Beginners
The packing pressure is applied up until the entrance (dental caries entry) strengthens. Due to its tiny dimension, the entrance is usually the very first location to solidify with its entire thickness.: 16 Once the gate solidifies, no more product can get in the dental caries; as necessary, the screw reciprocates and also obtains material for the next cycle while the product within the mould cools down so that it can be expelled and be dimensionally steady.Report this wiki page